5 فرایند تهیه پی وی سی (PVC)

فرایند تهیه پی وی سی در 5 مرحله انجام میشود. پی وی سی در مقایسه با سایر کالاهای پلاستیکی از سوخت فسیلی تجدید ناپذیر کمتری استفاده می کند زیرا بر خلاف سایر ترموپلاستیک ها که کاملاً از نفت به دست می آیند، PVC از دو ماده اولیه تولید می شود. به کمک تیم تحلیلی بازار نفت و گاز، به فرایند تهیه پی وی سی می پردازیم.
5 مرحله فرایند تهیه پی وی سی
PVC اغلب از نمک و نفت ساخته می شود، در برخی از مناطق جهان PVC بدون استفاده از مواد اولیه نفت ساخته می شود. بنابراین PVC نسبت به سایر ترموپلاستیک ها به روغن بسیار کمتر وابسته است.
فرآیند تولید PVC شامل 5 مرحله است:
- استخراج منابع نمک و هیدروکربن
- تولید اتیلن و کلر از این منابع
- ترکیب کلر و اتیلن برای ساخت مونومر وینیل کلرید (VCM)
- پلیمریزاسیون VCM برای ساخت پلی وینیل کلراید (PVC)
- ترکیب پلیمر پی وی سی با مواد دیگر برای تولید فرمولاسیون های مختلف

5 مرحله فرایند تهیه پی وی سی
همچنین در طیف وسیعی از کاربردها بسیار بادوام و کارآمد انرژی است که باعث استفاده بسیار مؤثر از مواد خام می شود. بیش از 50 کوادریلیون تن نمک حل شده در دریا وجود دارد که بیش از 200 میلیارد تن نمک در زیر زمین موجود است، ذخایر این ماده به وضوح فراوان است.اتیلن حاصل از روغن معادل 0.3 درصد مصرف سالانه روغن است، اما به طور فزاینده ای از اتیلن حاصل از محصولات قندی نیز برای تولید پی وی سی استفاده می شود.
فرآیند پلیمریزاسیون سوسپانسیون بیشترین کاربرد را برای تولید PVC دارد. ابتدا ماده خام VCM تحت فشار قرار می گیرد و به مایع تبدیل می شود و سپس به راکتور پلیمریزاسیون که حاوی آب و مواد تعلیق کننده از قبل است وارد می شود. از طریق هم زدن با سرعت بالا در راکتور، قطرات کوچک VCM به دست می آید.
سپس، آغازگر پلیمریزاسیون به راکتور وارد می شود و پی وی سی با واکنش در زیر چند بار در دمای 40 تا 60 درجه سانتی گراد تولید می شود. PVC که از طریق پلیمریزاسیون سوسپانسیون به دست می آید به صورت ذرات با قطر 50 تا 200 میکرومتر (به شکل دوغاب) در آب معلق می شود.
پس از آن دوغاب تخلیه شده از راکتور پلیمریزاسیون از مونومر باقیمانده جدا می شود، آبگیری می شود، خشک می شود و اندازه ذرات با غربالگری کنترل می شود تا PVC به شکل پودر سفید تولید شود.
VCM بدون واکنش به طور کامل از طریق فرآیند stripping بازیابی می شود و پس از خالص سازی، به عنوان ماده خام برای استفاده مجدد در این فرآیند بازیافت می شود. رزین PVC تولید شده از طریق این فرآیند “تعلیق” در صنعت با استفاده از مخفف S-PVC نامیده می شود.
پلیمریزاسیون امولسیونی و پلیمریزاسیون توده ای، فناوری های جایگزین، بسیار کمتری، برای تولید PVC هستند.
پلیمریزاسیون امولسیونی درجات رزین ریزتر را با ذرات بسیار کوچکتر تولید می کند که برای کاربردهای خاص مورد نیاز است. این نوع رزین گاهی اوقات پی وی سی “خمیر” نامیده می شود و در صنعت با استفاده از مخفف P-PVC برای تشخیص آن از S-PVC به آن اشاره می شود.
انواع روش های تولید پی وی سی
- پرینت سه بعدی
- ماشینکاری CNC
- ریخته گری پلیمری
- قالب گیری چرخشی
- شکل دهی خلاء
- قالب گیری تزریقی
- اکستروژن
- قالب گیری دمشی

پرینت سه بعدی
راهاندازی چاپ: نرمافزار آمادهسازی چاپ برای جهتیابی و چیدمان مدلها در حجم ساخت چاپگر، افزودن ساختارهای پشتیبانی، و برش مدل پشتیبانیشده به لایهها استفاده میشود.
فرآیند چاپ به نوع فناوری چاپ سه بعدی بستگی دارد، مدلسازی رسوب ذوب شده (FDM) یک رشته پلاستیکی را ذوب میکند، استریولیتوگرافی (SLA) رزین مایع را درمان میکند، و جوش لیزری انتخابی (SLS) پلاستیک پودری را ذوب میکند.
پس از پردازش: هنگامی که چاپ کامل شد، قطعات از چاپگر خارج می شوند، تمیز یا شسته می شوند، پس از پخت بسته به تکنولوژی، و ساختارهای پشتیبانی در صورت وجود برداشته می شوند. از آنجایی که چاپگرهای سه بعدی برای طراحی جدید نیازی به ابزار و حداقل زمان راه اندازی ندارند، هزینه تولید یک قطعه سفارشی در مقایسه با فرآیندهای تولید سنتی ناچیز است.
فرآیندهای پرینت سه بعدی نسبت به فرآیندهای تولیدی که برای تولید انبوه استفاده می شود، کندتر و کار فشرده تر هستند. با بهبود فناوریهای چاپ سه بعدی، هزینه هر قطعه همچنان کاهش مییابد و طیف وسیعتری از برنامههای کم تا متوسط را باز میکند.
در حالی که اکثر فرآیندهای تولید پلاستیک به ماشین آلات صنعتی گران قیمت، امکانات اختصاصی و اپراتورهای ماهر نیاز دارند، چاپ سه بعدی به شرکت ها اجازه می دهد تا به راحتی قطعات پلاستیکی و نمونه های اولیه سریع را در داخل خود ایجاد کنند.
ماشینکاری CNC
ماشینکاری CNC شامل آسیابها، ماشینهای تراش و سایر فرآیندهای کاهشی کنترلشده توسط کامپیوتر است. این فرآیندها با بلوکهای جامد، میلهها یا میلههای فلزی یا پلاستیکی شروع میشوند که با برداشتن مواد از طریق برش، سوراخ کردن، سوراخ کردن و سنگزنی شکل میگیرند. بر خلاف بسیاری از فرآیندهای دیگر تولید پلاستیک، ماشینکاری CNC یک فرآیند کاهشی است که در آن مواد توسط یک ابزار ریسندگی و قسمت ثابت (فرزکاری) یا یک قطعه چرخان با یک ابزار ثابت (تراش) حذف میشود.
راهاندازی کار: ماشینهای CNC به یک مرحله میانجی برای تولید و اعتبارسنجی مسیرهای ابزار (CAD به CAM) نیاز دارند. مسیرهای ابزار، مکان حرکت ابزارهای برش، با چه سرعتی و هرگونه تغییر ابزار را کنترل می کنند.
ماشینکاری: مسیرهای ابزار به ماشینی فرستاده می شوند که در آنجا فرآیند تفریق داده شده آغاز می شود. بسته به شکل مورد نظر محصول نهایی، ممکن است لازم باشد قطعه کار در موقعیت جدیدی قرار گیرد تا سر ابزار بتواند به مناطق جدیدی برسد.
پس از پردازش: پس از ساخت، قطعه تمیز و جدا شده، بریده می شود.ماشینکاری برای کاربردهای قطعات پلاستیکی با حجم کم که نیاز به تلورانس های تنگ و هندسه هایی دارند که قالب گیری آنها دشوار است ایده آل است. کاربردهای معمولی شامل نمونه سازی و قطعات مصرفی نهایی مانند قرقره ها، چرخ دنده ها و بوشینگ ها می باشد.
ماشینکاری CNC هزینههای راهاندازی کم تا متوسطی دارد و میتواند اجزای پلاستیکی باکیفیت با زمان کوتاه را از طیف وسیعی از مواد تولید کند. فرآیندهای ماشینکاری محدودیتهای هندسی بیشتری نسبت به چاپ سه بعدی دارند. با ماشینکاری، هزینه هر قطعه با پیچیدگی قطعه افزایش می یابد. آندرکات، گذرگاهها و ویژگیهای روی چند قسمت همگی به افزایش هزینه قطعه کمک میکنند. فرآیندهای ماشینکاری نیاز به مجوزهایی برای دسترسی به ابزار دارند و هندسههای خاصی مانند کانالهای داخلی منحنی، با روشهای کسر متعارف تولید دشوار یا غیرممکن است.
اکثر پلاستیک های سخت را می توان ماشین کاری کرد، با کمی تفاوت در سختی. پلاستیکهای ترموست نرمتر به ابزارهای تخصصی برای پشتیبانی از قطعات در حین ماشینکاری نیاز دارند و پلاستیکهای پر شده میتوانند ساینده باشند و عمر ابزار برش را کاهش دهند. برخی از پلاستیک هایی که معمولاً ماشین کاری می شوند عبارتند از:
- اکریلیک (PMMA)
- اکریلونیتریل بوتادین استایرن (ABS)
- نایلون پلی آمید (PA)
- پلی لاکتیک اسید (PLA)
- پلی کربنات (PC)
- کتون پلی اتر اتر (PEEK)
- پلی اتیلن (PE)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی کربنات (PC)
- پلی استایرن (PS)
- پلی اکسی متیلن (POM)
ریخته گری پلیمری
در ریختهگری پلیمری، یک رزین مایع یا لاستیک واکنشپذیر، قالب را پر میکند که واکنش شیمیایی میدهد و جامد میشود. پلیمرهای معمولی برای ریخته گری عبارتند از پلی اورتان، اپوکسی، سیلیکون و اکریلیک.
آماده سازی قالب: قالب با یک عامل رها کننده پوشانده می شود تا قالب گیری را تسهیل کند و اغلب تا دمای خاص ماده از قبل گرم می شود.
ریخته گری: رزین مصنوعی با یک عامل پخت مخلوط می شود و به داخل قالب ریخته یا تزریق می شود، جایی که حفره قالب را پر می کند.
پخت: ریخته گری در قالب تا زمانی که جامد شود عمل می کند (تحت حرارت قرار دادن قالب می تواند زمان پخت را برای پلیمرهای خاصی تسریع کند).
قالب زدایی: قالب باز می شود و قسمت پخته شده خارج می شود.
پیرایش: مصنوعات ریخته گری مانند فلاش، اسپروها و درزها بریده شده یا سنباده می شوند.قالب های انعطاف پذیر ساخته شده از لاستیک لاتکس یا لاستیک سیلیکونی ولکانیزه شده در دمای اتاق (RTV) در مقایسه با ابزار سخت ارزان هستند، اما می توانند تنها تعداد محدودی (حدود 25 تا 100) ریخته گری را به عنوان واکنش شیمیایی یورتان ها، اپوکسی ها، پلی استر و … تولید کنند. اکریلیک سطوح قالب را تخریب می کند.
قالب های سیلیکونی RTV می توانند حتی کوچکترین جزئیات را بازتولید کنند و قطعات ریخته گری با کیفیت بالا را تولید کنند. پرینت سه بعدی استریولیتوگرافی روشی رایج برای ایجاد مسترب برای قالب ها به طور مستقیم از طرح های CAD است که تا حدی به دلیل وضوح بالا و توانایی مشابه آن در تولید ویژگی های خوب است.
ریختهگری پلیمری نسبتاً ارزان است و سرمایهگذاری اولیه کمی دارد، اما پلیمرهای ترموست برای ریختهگری معمولاً گرانتر از همتاهای ترموپلاستیک خود هستند و قالبگیری قطعات ریختهگری کار فشردهای است. هر قطعه ریخته گری به مقداری کار عملی برای پس پردازش نیاز دارد که هزینه نهایی هر قطعه را در مقایسه با روش های تولید خودکار مانند قالب گیری تزریقی بالا می برد. ریخته گری پلیمری معمولاً برای نمونه سازی، تولید کوتاه مدت و همچنین کاربردهای دندانپزشکی و جواهرات خاص استفاده می شود.
از پلاستیک هایی که معمولاً ریخته گری پلیمری می شوند عبارتند از:
- پلی اورتان
- اپوکسی
- پلی اتر
- پلی استرها
- اکریلیک
- سیلیکون
قالب گیری چرخشی
قالب گیری چرخشی (همچنین به نام روتومولدینگ) فرآیندی است که شامل گرم کردن یک قالب توخالی پر از ترموپلاستیک پودری است که حول دو محور می چرخد تا اجسام توخالی عمدتاً بزرگ تولید کند. فرآیندهایی برای قالبگیری روتومور پلاستیکهای گرماسخت نیز در دسترس هستند، هرچند کمتر رایج هستند.
فرایند ساخت
شارژ: پودر پلاستیک در حفره قالب بارگذاری می شود و سپس قسمت های باقی مانده قالب نصب می شود و حفره برای گرم شدن بسته می شود.
حرارت دادن: قالب تا زمانی گرم می شود که پودر پلاستیک ذوب شود و به دیواره های قالب بچسبد، در حالی که قالب در امتداد دو محور عمود بر هم چرخانده می شود تا از یک پوشش پلاستیکی یکنواخت اطمینان حاصل شود.
خنکسازی: در حالی که قالب در حال حرکت است، قالب به آرامی خنک میشود تا اطمینان حاصل شود که پوست قطعه قبل از انجماد کامل، آویزان یا فرو نمیرود.
برداشتن قطعه: قسمت از قالب جدا می شود، هر گونه چشمک زدن از بین می رود.
قالبگیری چرخشی نسبت به سایر روشهای قالبگیری به ابزار ارزانتری نیاز دارد، زیرا در این فرآیند از نیروی گریز از مرکز، نه فشار، برای پر کردن قالب استفاده میشود. قالب ها را می توان با هزینه کمتر و بسیار سریعتر از ابزارسازی برای سایر فرآیندهای قالب گیری، به ویژه برای قطعات بزرگ، ساخت، ماشینکاری CNC، ریخته گری، یا از اپوکسی یا آلومینیوم ساخت.
روتومولدینگ قطعاتی با ضخامت دیواره تقریباً یکنواخت ایجاد می کند. هنگامی که ابزار و فرآیند راه اندازی شد، هزینه هر قطعه نسبت به اندازه قطعه بسیار پایین است. همچنین می توان قطعات از پیش آماده شده مانند رزوه های فلزی، لوله های داخلی و سازه ها را به قالب اضافه کرد.
این عوامل، قالبگیری چرخشی را برای تولید کوتاهمدت یا بهعنوان جایگزینی برای قالبگیری دمشی برای حجمهای کمتر ایدهآل میسازد. محصولات معمولی قالب گیری روتوم شامل مخازن، شناورها، ظروف بزرگ، اسباب بازی ها، کلاه ایمنی و بدنه قایق رانی هستند.
روتومولدینگ دارای برخی محدودیتهای طراحی است و محصولات نهایی دارای تحملهای ضعیفتری هستند. از آنجایی که کل قالب باید گرم و سرد شود، این فرآیند همچنین دارای چرخه طولانی است و کاملاً کار فشرده است و کارایی آن را برای کاربردهای با حجم بالاتر محدود می کند.
رایج ترین ماده برای قالب گیری چرخشی، پلی اتیلن (PE) است که در 80 درصد کاربردها استفاده می شود، عمدتاً به این دلیل که پلی اتیلن را می توان به راحتی در دمای اتاق به پودر تبدیل کرد.
پلاستیک های روتومولد معمولی عبارتند از:
- پلی اتیلن
- پلی پروپیلن
- کلرید پلی وینیل
- نایلون
- پلی کربنات
شکل دهی خلاء
در این روش از فرایند تهیه پی وی سی، ترموفرمینگ یک روش تولیدی است که در آن یک پلاستیک گرم می شود و معمولاً با استفاده از قالب شکل می گیرد. ماشینهای شکلدهنده خلاء از نظر اندازه و پیچیدگی متفاوت هستند، از دستگاههای رومیزی ارزانقیمت گرفته تا ماشینهای صنعتی خودکار. مراحل زیر فرآیند معمولی برای شکل دهی خلاء صنعتی را شرح می دهد.
فرایند ساخت
بستن: یک ورق پلاستیکی در یک قاب بسته می شود.
گرمایش: ورق و قاب به عناصر گرمایشی نزدیک می شوند که پلاستیک را نرم و انعطاف پذیر می کند. قاب پایین میآید و پلاستیک روی قالب کشیده میشود، در حالی که خلاء فعال میشود تا تمام هوا را از بین پلاستیک و قالب بیرون بکشد و به این ترتیب قسمت تشکیل شود.
خنک شدن و رهاسازی: پس از اینکه قطعه روی قالب شکل گرفت، باید قبل از برداشتن به آن زمان داد تا خنک شود. گاهی اوقات از سیستم خنک کننده مانند فن ها و مه پاشیده برای کاهش زمان چرخه استفاده می شود.
پیرایش: پس از آزاد شدن قطعه، مواد اضافی یا با دست یا با دستگاه CNC بریده می شود.
هزینههای ابزار برای شکلدهی خلاء در مقایسه با سایر روشهای قالبگیری، به دلیل نیروها و فشارهای کم، پایین است. قالب ها از چوب، گچ یا رزین چاپ سه بعدی برای دوره های کوتاه تولید و قطعات سفارشی ساخته می شوند. برای حجم تولید بالا، تولیدکنندگان از ابزار فلزی بادوام تری استفاده می کنند.
با توجه به مقیاس وسیع ماشین آلات ترموفرمینگ و شکل دهی خلاء و امکانات اتوماسیون در سطح بالا، ترموفرمینگ برای هر کاربرد از محصولات سفارشی یا نمونه های اولیه گرفته تا تولید انبوه ایده آل است. با این حال، این فرآیند تنها آزادی فرم محدودی را ارائه می دهد و تنها می تواند برای تولید قطعات با دیواره های نسبتا نازک و هندسه های ساده استفاده شود.
معمولاً قطعات وکیوم شده شامل بسته بندی محصول، سینی دوش، آستر درب خودرو، بدنه قایق و محصولات سفارشی مانند ترازهای دندانی است.
مواد بیشتر ترموپلاستیک ها را می توان برای شکل دهی گرما استفاده کرد که انعطاف پذیری در انتخاب مواد را ارائه می دهد.
پلاستیک هایی که معمولاً برای ترموفرمینگ استفاده می شوند عبارتند از:
- اکریلیک (PMMA)
- اکریلونیتریل بوتادین استایرن (ABS)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی استایرن (PS)
- پلی کربنات (PC)
- پلی پروپیلن (PP)
- پلی اتیلن (PE)
- پلی وینیل کلراید (PVC)

تولید PVC
قالب گیری تزریقی
قالب گیری تزریقی (IM) با تزریق گرمانرم مذاب به قالب کار می کند. این پرکاربردترین فرآیند برای تولید انبوه قطعات پلاستیکی است.
فرایند ساخت
راه اندازی قالب: اگر قطعه دارای درج هایی باشد، این قطعات به صورت دستی یا رباتیک اضافه می شوند. قالب توسط پرس هیدرولیک بسته می شود.
اکستروژن پلاستیک: گلوله های پلاستیکی کوچک ذوب شده و توسط یک پیچ از طریق یک محفظه گرم اکسترود می شوند.
قالب گیری: پلاستیک مذاب به داخل قالب تزریق می شود. خنکسازی و رهاسازی: قسمت در قالب خنک میشود تا زمانی که به اندازهای جامد شود که به صورت مکانیکی یا هوای فشرده خارج شود.
پس از پردازش: اسپروها، رانرها و هرگونه فلاش (در صورت وجود) از قطعه خارج می شود، اغلب به صورت خودکار به عنوان بخشی از دهانه قالب.
قالبهای قالبگیری تزریقی بسیار پیچیده هستند و برای تولید قطعات باکیفیت باید با تحملهای محدود ساخته شوند. به دلیل دما و فشار بالا، این قالب ها از فلزاتی مانند فولاد سخت شده ماشین کاری می شوند. قالبهای آلومینیومی نرمتر ارزانتر هستند، اما سریعتر سایش میشوند، بنابراین معمولاً برای دورههای تولید متوسطتر استفاده میشوند.
از قالب گیری تزریقی می توان برای تولید قطعات بسیار پیچیده استفاده کرد، اما هندسه های خاص هزینه را به طور قابل توجهی افزایش می دهند. پیروی از دستورالعملهای طراحی برای تولید (DFM) به مدیریت هزینههای ابزار کمک میکند. ایجاد قالبهای جدید برای قالبگیری تزریقی ممکن است ماهها طول بکشد و هزینههای آنها میتواند پنج یا شش رقمی باشد.
علیرغم هزینه های اولیه بالا و افزایش سرعت پایین، قالب گیری تزریقی برای کاربردهای با حجم بالا قابل مقایسه نیست. پس از راه اندازی ابزار، زمان چرخه تنها چند ثانیه طول می کشد، و میلیون ها قطعه با کیفیت بالا را می توان با کسری از هزینه تمام فرآیندهای تولید دیگر تولید کرد.
مواد قالب گیری تزریقی تقریباً با هر نوع ترموپلاستیک قابل انجام است. روش مشابهی از قالب گیری تزریقی واکنش شناخته شده (RIM) برای تولید قطعات از پلاستیک های ترموست استفاده می شود.
پلاستیک هایی که معمولا در قالب گیری تزریقی استفاده می شوند عبارتند از:
- اکریلیک (PMMA)
- اکریلونیتریل بوتادین استایرن (ABS)
- پلی آمید (PA)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی استایرن (PS)
- پلی کربنات (PC)
- پلی پروپیلن (PP)
- پلی اتیلن (PE)
- پلی وینیل کلراید (PVC)
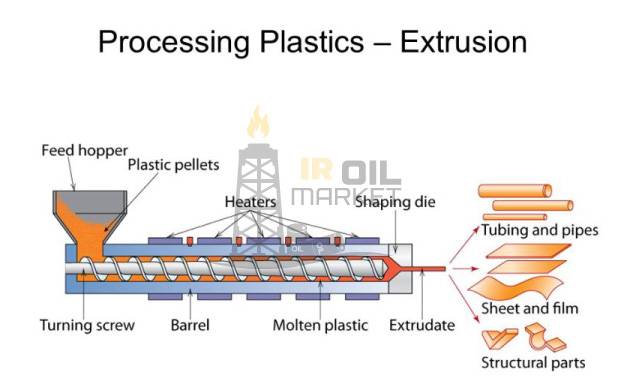
اکستروژن
قالب گیری اکستروژن با فشار دادن پلاستیک از طریق قالب کار می کند. شکل قالب یک مقطع از قسمت نهایی است.
اکستروژن پلاستیک: پلاستیک گرم می شود و توسط یک پیچ از یک محفظه گرم شده عبور می کند.
قالب گیری: پلاستیک از طریق قالب عبور می کند که شکل نهایی قطعه را ایجاد می کند.
خنک کننده: پلاستیک اکسترود شده خنک می شود.
برش یا قرقره: شکل ممتد قرقره شده یا به طول بریده می شود.
ماشینآلات اکستروژن در مقایسه با سایر ماشینهای صنعتی مانند CNC یا قالبگیری تزریقی نسبتاً ارزان هستند، زیرا پیچیدگی کمتری دارند و به چنین سطوح بالایی از دقت ماشین نیاز ندارند. به دلیل شکل های ساده، قالب ها نیز ارزان تر هستند، با هزینه های ابزار که کسری از قالب ها برای قالب گیری تزریقی است.
بسیار شبیه قالب گیری تزریقی، قالب گیری اکستروژن یک فرآیند تقریباً مداوم است که باعث می شود قیمت قطعات اکسترود شده بسیار پایین باشد.
فرم ها و اشکالی که می توان با اکستروژن تولید کرد به محصولاتی محدود می شود که دارای پروفایل های پیوسته هستند، مانند مقاطع T، مقاطع I، مقاطع L، مقاطع U و مقاطع مربع یا دایره ای. کاربردهای معمولی عبارتند از لوله ها، شیلنگ ها، نی ها و قالب های قاب پنجره.
مواد تقریباً هر نوع ترموپلاستیک اکسترود شده از جمله:
- اکریلیک (PMMA)
- اکریلونیتریل بوتادین استایرن (ABS)
- پلی آمید (PA)
- پلی اتیلن ترفتالات گلیکول (PETG)
- پلی استایرن (PS)
- پلی کربنات (PC)
- پلی پروپیلن (PP)
- پلی اتیلن (PE)
- پلی وینیل کلراید (PVC)
قالب گیری اکستروژن
قالب گیری دمشی
قالب گیری دمشی یک تکنیک تولیدی است که برای ایجاد قطعات پلاستیکی توخالی با باد کردن یک لوله پلاستیکی گرم شده در داخل قالب استفاده می شود تا به شکل دلخواه درآید.
راه اندازی قالب: گلوله های پلاستیکی کوچک ذوب شده و به یک لوله توخالی به نام پاریسون یا پریفرم تبدیل می شوند (بسته به نوع فرعی قالب گیری دمشی).
قالب گیری: پریسون در قالب گیره می شود و با هوای تحت فشار باد می شود تا جایی که شکل داخل قالب را به خود بگیرد.
خنک شدن و رهاسازی: قسمت در قالب خنک می شود تا به اندازه ای جامد شود که خارج شود.قالب گیری دمشی در فشارهای بسیار کمتری نسبت به قالب گیری تزریقی عمل می کند که به هزینه ابزار کمتر کمک می کند. درست مانند قالبگیری تزریقی و اکستروژن، قالبگیری دمشی یک فرآیند پیوسته است که میتواند کاملاً خودکار باشد و در نتیجه نرخهای تولید بالا و هزینههای واحد پایین ایجاد شود. قالب گیری دمشی رایج ترین فرآیند برای ایجاد محصولات پلاستیکی توخالی در مقیاس است.
کاربردهای معمولی عبارتند از بطری، اسباب بازی، قطعات خودرو، قطعات صنعتی و بسته بندی.
مواد قالب گیری دمشی را می توان با انواع مواد ترموپلاستیک انجام داد که رایج ترین نمونه ها عبارتند از:
- پلی اتیلن ترفتالات (PET)
- پلی پروپیلن (PP)
- پلی وینیل کلراید (PVC)
- پلی استایرن (PS)
- پلی کربنات (PC)
- اکریلونیتریل بوتادین استایرن (ABS)
تفاوت PVC سخت و انعطاف پذیر
پی وی سی انعطاف پذیر و پی وی سی سفت و سخت که عمدتاً از پی وی سی سفت و سخت استفاده می شود. این برای لوله های فاضلاب و سایر کاربردهای لوله استفاده می شود که در آن هزینه یا آسیب پذیری در برابر خوردگی استفاده از فلز و عمر محصولات PVC را طولانی تر از بسیاری از فلزات محدود می کند.
پی وی سی سخت در تولید لوله، در، پنجره و ظروف استفاده می شود. با افزودن نرم کننده ها در آن می توان آن را نرم تر و انعطاف پذیرتر کرد. در این شکل در عایق کاری سیم های برق، کفپوش، صفحات گرامافون و در بسیاری از نقاط پی وی سی جایگزین لاستیک می شود
پی وی سی پلیمری با عایق خوب است که می توان از آن در جایی برای عایق سازی جریان الکتریکی استفاده کرد. پی وی سی در دمای بالا پایداری کمتری دارد و زمانی که دمای آن به 140 درجه سانتیگراد یا بالاتر می رسد شروع به تجزیه می کند. مواد اولیه ضروری پی وی سی از نمک و روغن به دست می آید.
الکترولیز آب نمک کلر تولید می کند که با اتیلن (به دست آمده از روغن) ترکیب می شود و مونومر وینیل کلرید (VCM) را تشکیل می دهد. مولکولهای VCM برای تشکیل رزین PVC پلیمریزه میشوند که افزودنیهای مناسبی برای ساختن یک ترکیب PVC سفارشی به آن اضافه میشود.
دیدگاه خود را ثبت کنید
تمایل دارید در گفتگوها شرکت کنید؟در گفتگو ها شرکت کنید.